











每一部手机的组装,都离不开各种各样的功能胶粘剂。胶粘剂的作用就是把手机的各部件连接起来。如今手机都在往大屏化、窄边框发展,传统3M压敏胶已经满足不了手机的组装要求了。
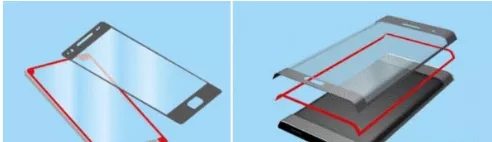
TP触摸屏与支架使用的胶水,因钢化玻璃屏上有喷涂处理,且面积较窄,支架也有不同程度变形,故只能采用无腐蚀性、粘结强度高,方便拆解返工、耐候性较好的粘接剂—PUR热熔胶,可能是目前最好的粘框方案。

1.TP与支架胶水涂胶工序
点胶程序编写→点胶→装配→热压→冷却→质量检测
备注:不可耐高温的部件,可用物品挡住热源,以保护零件。
2.TP与支架点胶操作说明
1.粘接剂填充:根据不同产品的用胶量,确定合适的加料周期。
2.添加粘接剂时,先关闭点胶控制器电源,戴上防护手套(防止烫伤),旋开容器上盖,直接加入粘接剂。
3.温度控制:温度设定值,一般设备在出厂时已调试完毕,请勿随意调整,开机到后,温控达到所设定温度后可开始使用。
关于胶量控制:可通过调节点胶控制器的气压或点胶机位移速度,获得需求的胶量。
4.PUR热熔胶在设定好的温度条件下加热融化,用点胶机施胶于需要被粘接的部位2分钟内完成贴合。(具体时间依据环境温度和湿度会有不同)
5.建议一般不要超过连续4小时加热时间,同一支胶管不要重复加热三次。
6.如果加热时间长了会使胶管后部结皮,此时可捅破结皮以减少打胶压力。
不出胶:
1.检查点胶控制器,是否有压力显示。
2.加热器温度是否达到所设定温度。
3.粘接剂容器上端,气管接头是否被粘接剂堵塞。
4.更换点胶针头。
3.为什么出现拉丝现象?
1.PUR热熔胶的内聚强度
PUR热熔胶胶体的内聚强度与拉丝的影响规律是:内聚强度大,拉丝现象分明;反之,内聚强度小,拉丝现象就不会呈现。
2.PUR热熔胶的固化时间:
PUR热熔胶的固化时间是出现拉丝现象的重要影响因素,规律上来说固化时间短的pur热熔胶发生拉丝的几率低,因为在热熔胶喷出枪口的时候形成的细丝,由于急速的固化,无法持续拉长,容易发作断裂,有时还会看不出有丝拉出来。
3.熔融PUR热熔胶的流变性:
熔融胶体的流变性对拉丝起到决议性的作用,对应的和热熔胶配方的设计,配方中材料的选择以及配伍等相关。
4.机台温度的影响:
机台温度如果太低,会使PUR热熔胶本身的稀稠度升高,而发生拉丝现象。





